Многие начинающие сварщики интересуются вопросом о том, для чего нужны вольфрамовые электроды, для какой сварки они годятся, что варят и какие характеристики имеют. Сразу же ответим, что подобные расходники нужны для сваривания конструкций в защитной газовой среде.
Применяются рассматриваемые электроды преимущественно в профильных мастерских и на больших производственных предприятиях. Однако современное автоматическое оборудование позволяет использовать электроды из вольфрама для сопряжения нержавеющих и цветных металлов в домашних условиях. Именно для таких сварщиков подготовлен следующий материал.
Характеристики и виды вольфрамовых электродов
Вольфрамовые электроды применят для аргонодуговой (аргонной) сварки и роботы с алюминием. Продаются подобные изделия в форм-факторе стержня размером порядка 175 миллиметров. Изготавливают их из вольфрама, а в состав добавляют специальные компоненты, которые улучшают качество шва. Сварка такими электродами ведется в среде защитных газов, которыми выступают гелий или аргон.
Во время сварки расход вольфрамовых электродов небольшой. Именно поэтому их еще называют неплавящимися. По размеру сечения сердечника варьируется назначение/применение вольфрамового электрода. По этим параметрам выбирается и сила сварочного тока.
- 50А - для проволоки в 1 мм;
- 100А – для 1,6-миллиметрового расходника;
- 200А – для 2-х и 2,4-х миллиметровой проволоки;
- 300А – для электродов сечением 3,2 мм;
- Больше 300А – стержни с проволокой 4 мм.
Помимо этого, неплавящиеся вольфрамовые электроды для делят по току
- Для постоянного тока нужны изделия марки WT или WY.
- Для переменного тока используют аналоги WZ или WP.
- Универсальными выступают стержни класса WL и WC.
Обычно рассматриваемые расходные материалы необходимы для сварки металлоконструкций из углеродистых, нержавеющих и конструкционных сталей, а также деталей цветмета. Подобный выбор электродов обеспечивает создание прочного и ровного шва. При формировании более сложных конструкций используют изделия из низкоуглеродистого металла, которые создают монолитное соединение заготовок без нарушения целостности материалов.

Расходники из вольфрама активно применяются в таких сферах народного хозяйства, как:
- пищевая и космическая промышленность;
- ВПК и медицинская отрасль;
- химическое и ядерное машино/станкостроение.
Маркировка и расшифровка
Для удобства сварщиков и минимизации ошибок в подборе расходников, неплавящиеся электроды разделены на категории, которые имеют конкретную маркировку.
На принадлежность изделия к категории вольфрамовых электродов указывает латинская литера «W». После нее прописывается лигатура – добавления и присадки, обеспечивающие улучшенные сварочные характеристики. Это могут быть символы:
- WP - чистый вольфрам (99,5%);
- Z – добавлен оксид циркония;
- T – добавлен диоксид тория;
- C - добавлен церий;
- Y – добавлен диоксид иттрия;
- L – добавлен оксид лантана.
Цифровые обозначения перед буквами указывают на процент определенной лигатуры, а также на длину проволоки, используемой в качестве сердечника.
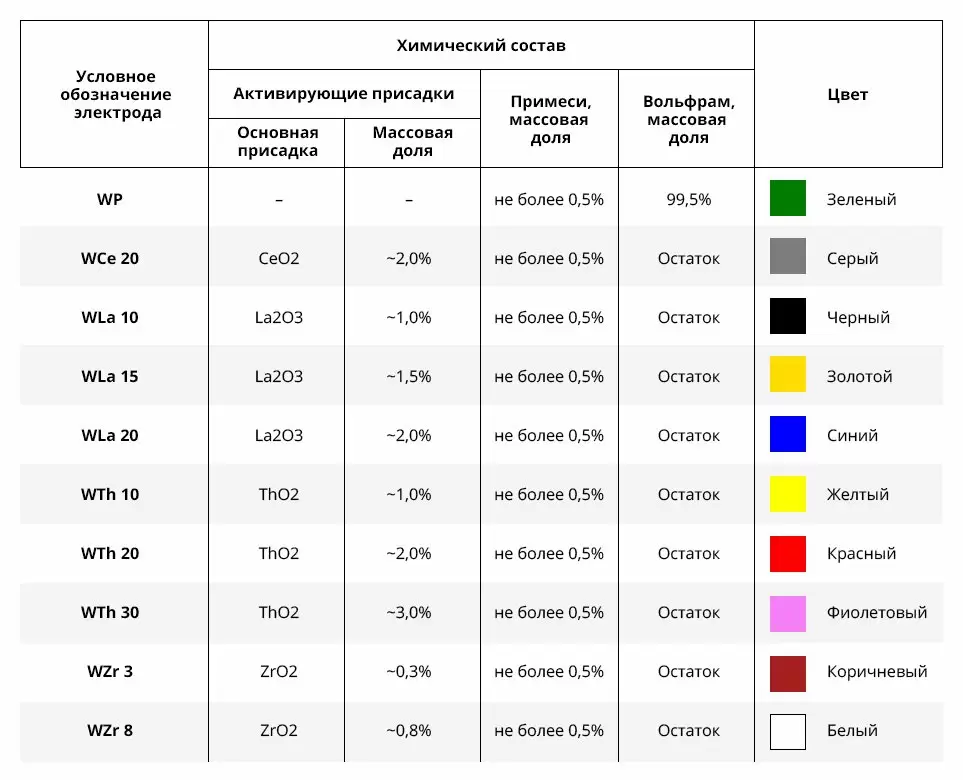
Также активно используется цветовая маркировка неплавящихся расходников.
- Белыми являются изделия WZ-8, состав которых содержит 0,8% оксида циркония. Они ориентированы на работу с переменным током и оснащены шарообразным кончиком. Данные стержни применяют для работы с магнием и алюминием, бронзой и никелем, а также композитами на основе этих металлов.
- Зеленые электроды WP отлично функционируют в защитной среде газов. Применяются они для сваривания деталей из алюминия и магния.
- Серый цвет указывает на универсальные расходники WC-20, в состав которых входит 2% оксида церия. При их использовании сварочная дуга запускается на низких токах, упрощая работу с трубопрокатом и тонколистовыми заготовками, и позволяя формировать конструкции из титана, тантала и т. д.
- Синие и золотые модели WL-15 имеют в составе порядка 2-х процентов церия, что заметно повышает рабочий ток. Поэтому такие расходники отличаются простым розжигом дуги, чистотой сварного соединения и вдвое уменьшенным износом сердечника. Они годятся для сварки медных, алюминиевых и бронзовых заготовок, а также высоко легированных сталей.
- Темно-синие расходники WY-20 содержат иттрий в объеме порядка 1,8-2,2 процента. Их применяют для сварочных работ с нержавеющими, низкоуглеродистыми и углеродистыми сталями, а также со сплавами меди и титана.
- Красный цвет имеют стержни с оксидом тория (WT-20), предназначенные для работы с постоянным током, демонстрируя минимальный расход материала. Используют подобные изделия при сварке различных цветных металлов.
Выбор и подготовка электрода
Подбирают неплавящиеся сварочные расходники, опираясь на такие параметры, как:
- тип и размер;
- химический состав;
- форма наконечника;
- качество заточки.
Профессионалы выбирают оптимальный электрод для конкретной задачи, основываясь на собственном опыте, тогда как новичкам рекомендуется использовать специальные таблицы и справочники, где указаны параметры различных моделей.
Заточка вольфрамовых электродов – это обязательная процедура подготовки оборудования к сварочному процессу. От состояния и геометрии кончика изделия зависит распределение энергии, подвижность электронов и параметры сварочной дуги в процессе сварки. Также геометрия кончика стержня влияет на форму шва и параметры проварки материала.
Заточка неплавящихся электродов выполняется по особым правилам для всех видов расходников. Так, у моделей WP и WL кончик делают сферическим, тогда как у аналогов марки WT – выпуклым. Что до изделий WZ, WC и WY то тут кончик электрода имеет форму конуса.
Длина заточки стержня в каждом случае определяется по диаметру стержня. Для выполнения операции используют болгарку. Особого внимания заслуживает углу заточки, который должен соответствовать значениям:
- 10-20 градусов – низкие токи;
- 20-30 градусов – средние показатели;
- 60-120 градусов – максимальная мощность.
Угол заточки влияет на характеристики сварочного процесса, а также на расход изделия. Если же процедура заточки электрода осуществлена неверно, то вы получите:
- некорректную ширину соединения;
- нарушение симметрии заготовок;
- плохую проварку материала;
- блуждание сварочной дуги.
Специфика сварки вольфрамом
Аргоновая сварка при помощи вольфрамовых стержней отличается возможностью использования ручного, автоматического и полуавтоматического режима. Помимо того выделяют такие аспекты, как:
- соединение металлов без использования присадок;
- сваривание заготовок толщиной 0,1 миллиметр и меньше;
- создание дуги без контакта и металлом;
- минимальный расход электрода в защитном облаке.
В данном контексте необходимо отметить, что снизить расход стержня позволяет правильный выбор силы тока, а расход газа напрямую зависит от скорости сварки и толщины заготовки.
Заключение
В России сегодня представлены вольфрамовые электроды множества брендов и производителей. Особой популярностью у профессионалов пользуются шведские изделия торговой марки ESAB, которые по лицензии создаются на российских предприятиях.



