Устройство сварочных полуавтоматов
Сварочным полуавтоматом называется механическое устройство, предназначенное поддерживать рабочие параметры сварочного тока. Посредством этого устройства сварка осуществляется вручную, тогда как расходники (проволока или электроды) подаются в автоматическом режиме. При этом из баллона подается инертный газ, который призван защищать сварное соединение во время формирования шва. Как альтернатива, для этих целей может быть использована порошковая присадочная проволока, в составе которой содержатся специальные защитные компоненты.
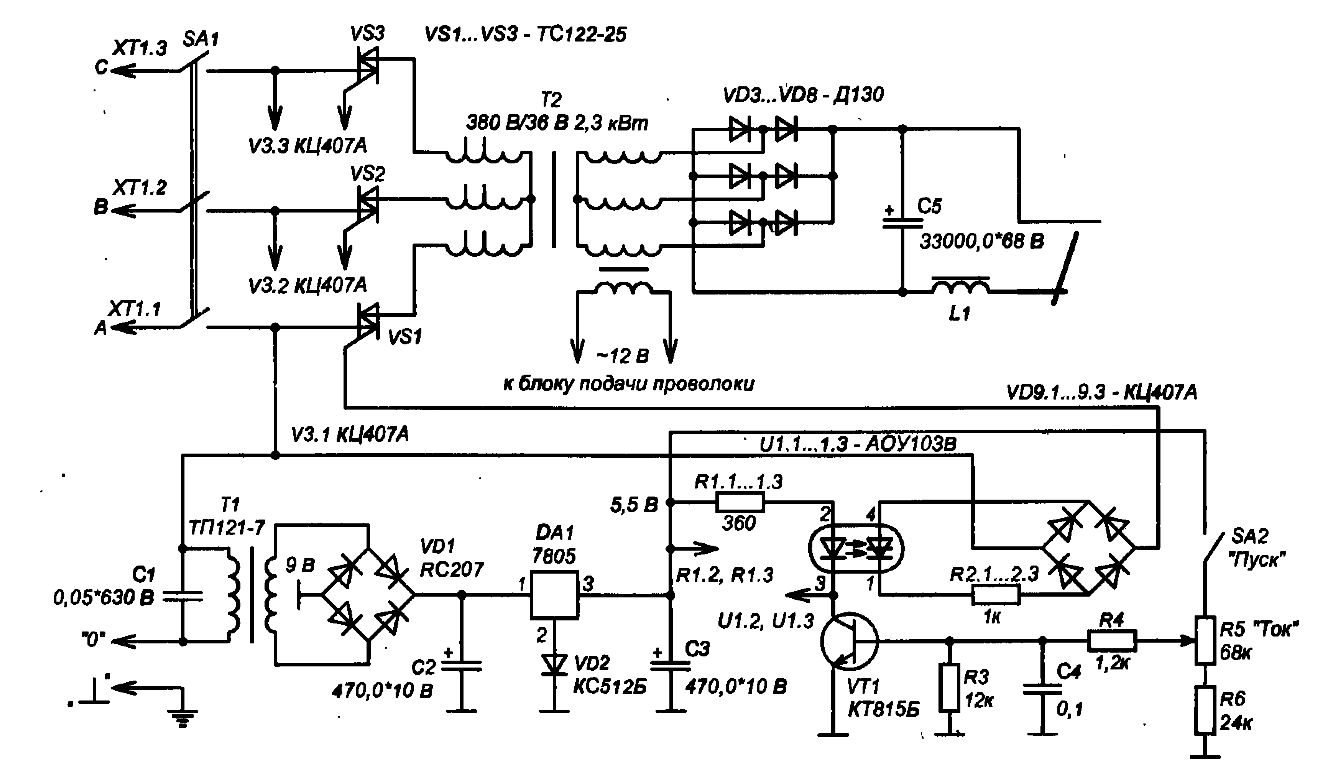
Устройство, схема, характеристики и принцип работы сварочного аппарата полуавтомата
В сравнении с аппаратами для обычной ручной сварки, сварочный полуавтомат имеет достаточно много отличительных особенностей. По этой причине, перед приобретением подобного устройства и корректного подбора оптимального метода сверки, нужно иметь четкое представление о каждом аспекте работы данного устройства и его конструкции.
В стандартной комплектации сварочного полуавтомата присутствуют такие компоненты, как:
- горелка с соплом;
- редуктор;
- баллон с инертным или углекислым газом;
- устройство подачи электродов;
- катушка с проволокой.
Эти пять элементов имеются в каждом сварочном полуавтомате, независимо от их типа, модели и бренда.
Плюсы и минусы сварочного полуавтомата
Основным недостатком сварочного полуавтомата можно считать более сложную конструкцию, чем у стандартного инвертора. По этой причине подобное оборудование будет стоить заметно дороже. Кроме того, перед каждым сварочным процессом вам потребуется уделять определенное количество времени на подготовку устройства к работе, а именно, на:
- настройку скорости подачи электрода;
- подбор оптимального рабочего тока;
- установку проволочной катушки;
- корректировку подачи защитного газа.
Лишь после выполнения всех этих операций можно приступать к работе полуавтоматом. Кроме того, после окончания сварочных процессов, пользователю необходимо почистить наконечник и сопло аппарата, а также заменить газовый баллон на полный аналог.
Если же говорить о преимуществах сварочных полуавтоматов, то тут следует упомянуть о более стабильной подаче электрода, нежели при обычной ручной сварке. Это, в свою очередь, гарантирует более ровный и качественный шов, который способен сформировать даже сварщик без высокой квалификации и опыта. Дело в том, что человеку с полуавтоматом значительно проще контролировать процесс сварки и поддерживать определенный дуговой промежуток.
Кроме прочего, сварное соединение, созданное посредством полуавтомата, не имеет шлакового покрытия, избавление от которого зачастую весьма трудоемкое и хлопотное занятие. Это сильно ускоряет рабочий процесс, а также положительно сказывается на товарном виде и качестве готового изделия.

Важным аспектом является и небольшой выброс вредных веществ при сварке полуавтоматом. А это позволяет снизить требования по отношении к характеристикам вентиляционной системы в рабочем помещении.
Резюмируя, можно отметить, что при мелкосерийном производстве сварочный полуавтомат является оптимальным решением, позволяющим сэкономить и время, и расходные материалы.
Настройка сварочного полуавтомата для сварки
Сразу же следует оговориться, что сегодня используется два варианта работы с полуавтоматическими аппаратами, которые принципиально разняться между собой.
Первый метод применяется тогда, когда не нужен провар шва на полную глубину заготовки. Используют этот вариант при формировании конструкций из стальных элементов небольшой толщины, где не предъявляются строгие регламенты в отношении прочности конструкции.
В данном случае оборудование настраивается так, чтобы параметры тока и скорость подачи электродов были минимальными. Поддерживается сварочная дуга во время работы за счет повторов короткого замыкания. За счет того, что эти повторы осуществляются в быстром темпе, сам процесс сварки со стороны выглядит непрерывным.
При сварке подобным образом не достигается провар кромок на всю глубину, а потому о случайных прожигах беспокоиться не приходится. Кроме того, в данном режиме допускается создавать и горизонтальный, и вертикальный, и потолочный шов, поскольку металл не перегревается, а ванна шва создается очень равномерно, что исключает стекание расплава из-за гравитации. Это означает, что с работой может справиться даже неподготовленный человек, которому потребуется всего несколько часов практики для приобретения необходимых навыков.
Второй вариант работы с полуавтоматом применяется при необходимости выполнить глубокий провар деталей металлической конструкции, в отношении которой действуют жесткие требования по прочности.
Для решения поставленной задачи традиционно используется высокая интенсивность подачи проволоки и большой ток. Дуговой промежуток в процессе сварки является постоянным, а электрод плавиться еще на подступах к шву. Все это указывает на необходимость привлечения сварщика с высокой квалификацией, способного осуществить грамотный расчет сварки как отдельных элементов, так и всей конструкции. Речь идет не только о настройке оборудования, но еще и о поочередности наложения швов, выбора корректной длины соединений, использовании первичных прихваток, учете тепловых деформаций материала и т. д.
Заключение
В автомастерских сварочные аппараты нередко используют для выполнения еще одного типа сварки. Он актуален в случаях, когда требуется негерметично приварить лист металла к определенной конструкции не по периметру, а точечно. Таким образом достигается достаточно эстетичная и аккуратная сварная точка, которая внешне очень похожа на заводскую заклёпку.



