Сварка являет собой нагревание электрода и метала с целью для соединения. Сварочные неплавящиеся электроды есть важным элементом и нужны для автоматической и ручной сварки. Материалами для соединения есть цветные сплавы, сталь. Для создания швов необходима проволока, которая есть присадочной, меняет свою структуру и плавится при разряде. Защитный газ, который используется в процессе, необходим для того, чтобы создать условия для защиты зоны, где проходит сварка от вредных паров, их выведения. На качество выполненной работы это тоже влияет.
Характеристика неплавящихся электродов
Неплавящиеся электроды из вольфрама имеют диаметр 2-6 мм. У них наконечники имеют вид конуса большой длины для постоянного бесперебойного тока и в форме сферы для сменного питания. Заточку проходят вручную или на специальных станках, у которых есть направляющая для установки стержня. Могут быть использованы при переменном и постоянном токе, при этом с прямой или обратной полярностью. Для переменного тока обязательное условие - использование стабилизатора, который компенсирует и выравнивает электрический ток. Сварка выполняется в одном из видов защитных газов - гелию, аргоне или азоте.

Какие электроды неплавящиеся?
Самые востребованные вольфрамовые, угольные и графитовые электроды считаются неплавящиеся из-за своего состава, который состоит из тугоплавких металлов. У них образовывается высокая температура при плавке, не создаются швы, из-за этого они считаются как неплавящиеся.
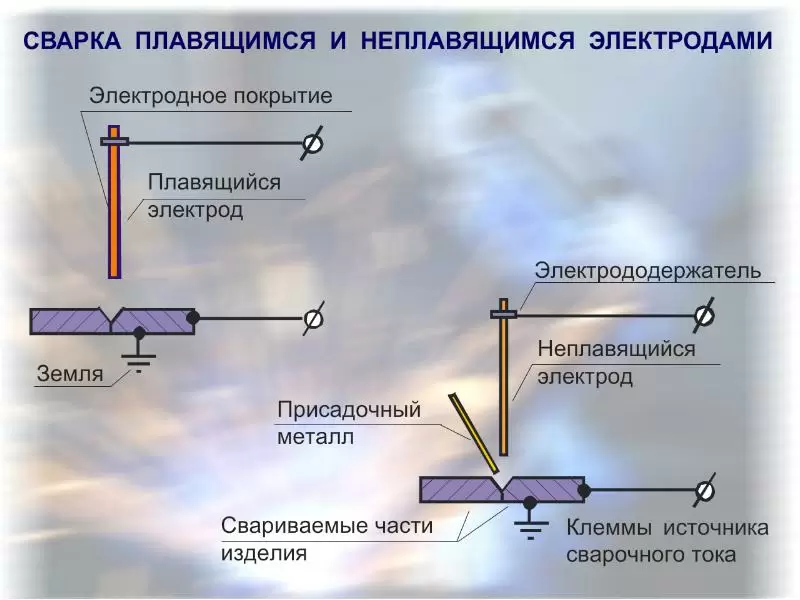
Отличия от плавящихся электродов
Недостатком и отличием есть то, что при работе электрод плавится. Он не только замазывает своими сплавами швы, но и уменьшается в размерах, в сравнении с неплавящемся. Это приводит к тому, что сварщику необходимо заменять электрод для работы.
Применение неплавящихся электродов:
- работа с заготовками, у которых детали состоят из цветных сплавов;
- надежное соединение листовых материалов;
- соединение крупных размеров цветного металла в больших листах;
- методы перенесения покрытия из одного металла на другой;
- сварка емкостей из метала для многих видов промышленности.
Благодаря технологии неплавящихся электродов можно сварить конструкции из металлов с большим процентом кремния, титана.
Виды сварки
Виды сварки неплавящихся электродов:
- Ручная сварка неплавящимся электродом.
- Автоматизированная.
Преимущества применения:
- сварка разных по виду материалов;
- в шлифовке и очистке от окалин швы не нуждаются;
- трещины и деформации не возникают;
- сваривать можно любые сплавы и металлы, запрещенных нет;
- когда формируется шов, расплав может составлять 0-100%;
- полярность подключения не играет роль;
- в системе защитного газа хорошая устойчивость к ряду дуг;
- химический состав можно менять за счет проволоки присадочной;
- быстрое выполнение;
- качественное соединение;
- приложен небольшой труд при монтаже или сварке.
Особенности сварки
Сварка неплавящимся электродом, который по составу тугоплавкий и имеют высокую температуру для плавления, которая гораздо выше уровня. Для выбора вида электрода изучается химический состав и толщина металла, затем подбирается.

Виды расходников для сварки:
- Вольфрамовые. Сварка неплавящимся электродом в защитных газах нужна для надежных прочных швов в промышленности и быту. Электроды имеют сердечник с диаметром 1-4 мм и защитное напыление для соединения разных между собой металлов. У вольфрама температура выше дуги, которая меньше изнашивается и теряет свои способности благодаря этому. В качестве газа используется аргон.
- Графитовые. Есть проводниками с углеродом-графитом, самый долговечный вид, который устойчивый к высоким температурам и электрическому току. Свое применение находят только в промышленности для сварки кабелей с алюминия и меди на специальном оборудовании. Электроды используют для соединения деталей из стали с низким составом углерода и для скрытия дефектов на чугуне. Для работы с проводами из меди применяют в работе графитовые стержни.
- Угольные. В заготовках с толстыми стенками убираются дефекты, не часто применяются. При сварке неплавящимся электродом применяют до 600 А ток и используют обычно только в промышленных целях. Они хорошо проводят электричество за счет слоя меди в своем покрытии и применяются не только для сваривания, но и для спаивания, резки. Таких показателей электричества достаточно для того, чтоб нагреть и расплавить конструкционную и низколегированную сталь. В состав электродов входит кокс, который обеспечивает прочность. Диаметр и длина от 1,5 мм до больших размеров. Угольные и графитовые электроды не пользуются спросом, их редко где применяют.
Сварка стали неплавящимся электродом позволяет аккуратно, практически невидимо без грубых дефектов получить красивый шов и соединить в одно целое большие листовые листы металлов. Используется листовой метал в машиностроении, строительстве для укрытий и ограды временных сооружений, военной промышленности. Большим плюсом есть возможность комбинировать и соединять листы, которые из разных металлов и сплавов, при этом риски получить вмятины или деформации минимальные. Сварка неплавящимся электродом по ГОСТу всегда соблюдает его. Используя сварочный аппарат, обязательно нужно соблюдать правила и пользоваться защитной маской для глаз и лица.



