Сварочные электроды ЭСАБ УОНИ 13 45/55 в силу своих отменных характеристик получили широчайшее распространение в отечественной промышленности. Сегодня их активно используют для создания тяжело нагруженных конструкций из металла, к которым предъявляются повышенные требования в плане прочности и надежности.
Электроды для сварки УОНИ выпускаются в нескольких модификациях, которые разнятся своим составом и используются для работы с различными материалами. Обмазка всех этих изделий включает карбонаты и фтористые соединения, что обеспечивает шву хорошую ударную вязкость и пластичность, а также минимизирует вероятность появления горячих трещин.
При этом все модели данных расходников подразумевают ручную дуговую сварку постоянным током обратной полярности. Позиционирование сварного соединения может быть разным, за исключением вертикального шва, создаваемого сверху в низ.
При использовании переменного напряжения часто наблюдается обрыв дуги и залипание электрода, тогда как при токе прямой полярности сварки торец сердечника УОНИ очень быстро выгорает, тем самым увеличивая длину разряда.
Назначение и маркировка изделия
Сварочные электроды УОНИ позволяют создавать металлоконструкции и изделия из стали, которые:
- состоят из толстостенных деталей и элементов;
- эксплуатируются при низких температурах;
- ориентированы на постоянные повышенные нагрузки.
Другими словами, сварка уонями применяется при формировании высокопрочных соединении, а также при необходимости исправления дефектов деталей, образованных в процессе литья. По этой причине рассматриваемые расходники рассчитаны на мастеров с высокой квалификацией, тогда как начинающим сварщикам рекомендуется использовать иные, более простые аналоги.
Если говорить о маркировке по ГОСТ, то расшифровка обозначения электрода УОНИ Э40А-УОНИ-13/45 СМ-3,5УД ГОСТ9467/60 указывает на следующие параметры.
- Э – сварочный электрод.
- 40 – сопротивление соединения разрыву в кгс/кв.мм.
- А – вязкость и пластичность шва.
- УОНИ – марка изделия, обозначающая «универсальная обмазка научного института».
- 13/45 – модификация сварного электрода.
- СМ-3,5 – сварочная проволока с диаметром 3,5 миллиметра.
- Д – в конструкции обмазка выполнена толстым слоем.
- У – используется для сварки деталей из углеродистой стали.
Отметим, что, помимо литеры «У», в маркировке электродов УОНИ могут быть буквы «В», «Л» и «Т» (высоколегированная, легированная и термостойкая сталь), а также «Н» (указывает модель для наплавки и ремонта). Кроме того, на месте буквы «Д» можно встретить литеры «С» и «М», которые значат, что обмазка средней толщины или же тонкая.

Популярные разновидности
Выпускают расходники рассматриваемого типа в большом диапазоне диаметров (от 2 до 5 миллиметров). Самыми востребованными в модельном ряду являются электроды УОНИ 13 55 3мм и 4мм. При этом выделяют четыре разновидности изделия, которые имеют профильное назначение и свою специфику применения.
- 13/45 – разработаны для создания высокоответственных металлоконструкций из заготовок низко/среднеуглеродистой стали. Также их используют для ремонта литых и кованых изделий и устранения дефектов. В сердечнике этих электродов имеется молибден и никель, которые обеспечивают шву необходимую ударную вязкость и пластичность.
- 13/55 – ориентированы на сварку конструктивных элементов из низко/высокоуглеродистых сталей. Обмазка подобных моделей содержит фосфор, серу, кремний и марганец, что гарантирует отменное качество сварного соединения. Применяются в производственных цехах. Изделия требовательны к состоянию деталей (грязи, ржавчине и влаге на их поверхности).
- 13/65 – применяются в тех же случаях, что и аналоги 13/55. Используют данные электроды для получения шва повышенного качества, но цена таких УОНИ за кг заметно выше. Поэтому применяют подобные расходники только при создании особо ответственных металлоконструкций и изделий.
- 13/85 – самые дорогие сварочные электроды из модельного ряда УОНИ. Они активно применяются в процессе формирования конструкций из деталей, созданных из легированных сталей.
Специфика электродов УОНИ
Помимо расходников УОНИ большой популярностью пользуются их ближайшие аналоги МР-3, которые имеют свои преимущества, а именно:
- могут работать с постоянным и переменным током разной полярности;
- подходят для профессионалов и новичков;
- допускают сварку при повышенной относительной влажности.
У изделий марки МР-3 рутиловая обмазка, а основным их недостатком является высокая цена.
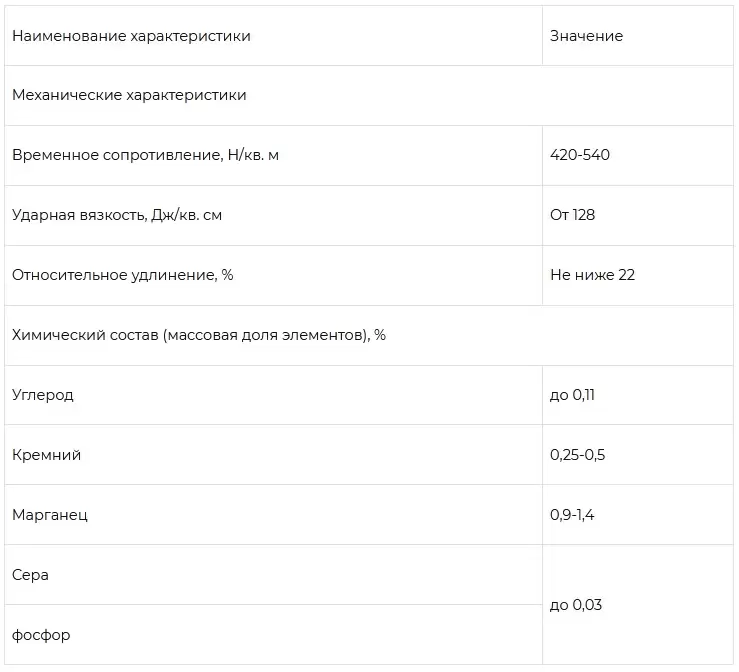
Если же говорить об электродах УОНИ, то их основные технические характеристики выглядят следующим образом.
- Материал - стержни из сварочной проволоки Св-08/08А (13/55).
- Расход - 1,7 килограмм на 1 кг расплавленного металла.
- Обмазка – основная (состав зависит от модели).
- Длина – 35-45 сантиметров при диаметре 2-3/4-5 мм.
- Коэффициент наплавки – в среднем соответствует значению 9 г/Ач.
Химические и механические свойства электродов УОНИ приведены в следующей таблице.
Электродам УОНИ, оснащенным основной обмазкой, в отличие от рутиловых аналогов, противопоказан высокоамперный ток. Дело в том, что он вызывает выделение большого количества тепла, что снижает качество формируемого шва. Если проигнорировать это требование, то можно наблюдать:
- покоробленный материал;
- увеличенное разбрызгивание;
- активное испарение металла;
- вытекание расплава;
- усложнение контроля сварочной ванны.
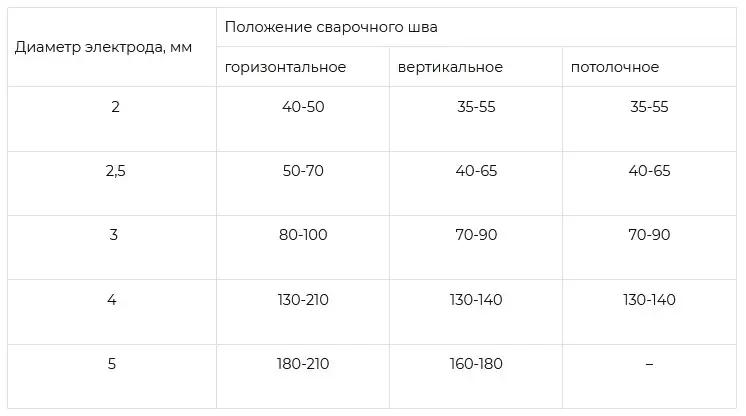
Рекомендованные параметры тока для изделий различного диаметра приведены в следующей таблице
Расфасовывают электроды УОНИ в пачки массой 1 и 5 килограмм. В зависимости от диаметра изделий в упаковке может быть от 10 до 100 электродов.
Плюсы и минусы
В перечне неоспоримых достоинства сварочных электродов УОНИ специалисты выделяют такие аспекты, как:
- возможность создать высококачественный шов с высокой ударной вязкостью, надежностью и пластичностью;
- небольшой расход электродов из-за железного порошка в обмазке;
- отсутствие необходимости в использовании защитного газа.
Если же говорить о минусах изделий УОНИ, то тут необходимо отметить:
- необходимость привлечения опытных сварщиков;
- тщательную подготовку свариваемых деталей;
- невозможность использования переменного напряжения.
На основании вышесказанного можно констатировать, что изделия УОНИ являются узкоспециализированными электродами, требующими профессионализма и грамотного подхода к сварке.
Процесс сварки
Прежде чем начать процесс сваривания металлоконструкции, электроды УОНИ необходимо прокалить. Это обусловлено пористой структурой их обмазки, которая активно впитывает атмосферную влагу, снижая эксплуатационные характеристики расходника.
Данный процесс предполагает помещение электродов в специальную печь. Температурные параметры прокалки указаны на упаковке изделий каждой конкретной модели. В среднем, это температурное воздействие порядка 250-300 градусов по Цельсию на протяжении 4-х часов. Прокалку не рекомендуется делать более трех раз во избежание потери рабочих характеристик электродов.
Сама сварка осуществляется в следующей последовательности.
- Очистка поверхностей деталей.
- Разделка кромок заготовок по ГОСТу.
- Размещение конструктивных элементов согласно чертежу.
- Подключение сварочного оборудования.
- Установка параметров тока под конкретный электрод.
- Возбуждение дуги.
- Создание шва по типу «елочка».
- Переворот заготовки и формирование обратного шва.
- Охлаждение, очистки и проверка соединения.
Хранить сварочные электроды УОНИ нужно в сухом отапливаемом месте при влажности не более 50%. Также следует избегать прямого воздействия солнечных лучей и влаги. Противопоказаны и низкие температуры (менее +15°С).



